Blue Chip Lubricants has completed construction of its new blending facility in Kya Sands in Johannesburg, South Africa, and is ready to embark on a largescale blending of lubricants from Q8Oils for the South African and Sub-Saharan African market.
The company will have a major presence at Futuroad 2017 at Nasrec, part of Automechanika South Africa, Sub-Saharan Africa’s leading event for the truck and bus industry. Senior management from Q8Oils, Blue Chip Lubricants, and its new equity partners will host a media event on 28 September to announce the finalization of a major Broad-Based Black Economic Empowerment (B-BBEE) transaction that will give the company Level 1 accreditation.
Blue Chip Lubricants secured an agreement to blend and distribute lubricants from Q8Oils in 2015. Following the agreement, it secured funding from the Industrial Development Corporation (IDC) to construct a new state-of-the-art blending facility and testing laboratory at Kya Sands in Johannesburg.
Q8Oils is part of the Kuwait Petroleum Corporation (KPC), one of the world’s largest oil companies. With 120 years of known reserves and crude oil production levels of 2.9-million barrels per day, it is ranked the seventh largest oil producer in the world. KPC’s business spans every segment of the hydrocarbon industry: on and offshore exploration, production, refining, marketing, retailing, petrochemicals and marine transportation.
“The successful conclusion of our B-BBEE transaction effectively makes us the only majority black-owned blending facility in South Africa to blend and distribute a global brand, as well as complying fully with the government’s empowerment, employment, and equity objectives,” Blue Chip Lubricants Director Kathleen Marais comments.
“With lubricants constituting the major expense for equipment-intensive industries such as mining and engineering, the fact that an international brand is now being blended locally on a large scale, in accordance with exacting international quality standards, as well as all local B-
BBEE criteria, is of immense benefit for local companies,” says Lutramart Director, Sandile Koza, who is one of the new B-BBEE partners.
“We are very excited, as we now have the opportunity to rationalize the entire value chain in the petrochemical industry, from blending and manufacture through to proactive maintenance and leveraging the lowest total cost of ownership for our customers. Not only is Blue Chip Lubricants now positioned strategically as a leading lubricant supplier, it has set a benchmark for the proactive transformation of the industry.”
With all of Q8Oils’ infrastructure concentrated in Europe, having a blending facility located strategically in South Africa effectively gives Q8Oils a gateway into the larger Sub-Saharan African market, which represents an untapped region for the oil giant’s future expansion plans.
Blue Chip Lubricants’ also aims to investigate the local manufacture of more specialized products presently imported at premium prices. It plans to engage with major OEMs represented in South Africa in order to secure the necessary approvals to become a preferred supplier to these international companies.
“This will develop our product range even further, as well as assist us in contributing actively to the government’s localization, employment, and skills development criteria in terms of its empowerment objectives,” Marais elaborates.
The B-BBEE agreement is the latest milestone in the evolution of Blue Chip Lubricants, established in 1983 as a mainly grease and oil supplier to the South African mining sector. With a plethora of smaller blenders fragmenting the total market and diluting its overall standards, the company saw an opportunity to establish its own high-quality blending facility, which allowed it to diversify successfully into other industries and markets.
“Our extensive product range includes specialized and general-purpose greases, automotive and industrial oils, cleaning and cutting fluids, and various complementary products such as grease pumps, rags, hand cleaners and degreasers,” Marais highlights. The Q8Oils lubricants range is supported by a team of technical experts.
“Here we offer products to increase operational efficiency by optimising production processes and reducing lubricant consumption. These products have all mandatory OEM approvals, and consistently meet, or exceed, the highest technical requirements and specifications of the industry,” Marais concludes
Link: http://transformsa.co.za/2017/10/blue–chip–lubricants–first–majority–black–owned–facility–toblend–and–distribute–global–brand/






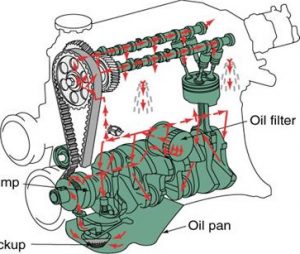 In some engines oil returning to the sump, drips on the rotating crankshaft and is thrown around to lubricate the pistons, rings and cylinder walls. In other designs, small holes are drilled through the piston connecting rods to spray oil on the pistons and cylinder walls.
In some engines oil returning to the sump, drips on the rotating crankshaft and is thrown around to lubricate the pistons, rings and cylinder walls. In other designs, small holes are drilled through the piston connecting rods to spray oil on the pistons and cylinder walls.







 To improve (reduce) the pour point of these oils, pour point depressants (PPDs) are added. PPDs do not in any way affect the temperature at which wax crystallizes or the amount of wax that precipitates. They simply ‘coat’ the wax crystals preventing them to interlock and forming three-dimensional structures that inhibit oil flow. Good PPDs can lower the pour point by as much as 40 0 C, depending on the molecular weight of the oil.
To improve (reduce) the pour point of these oils, pour point depressants (PPDs) are added. PPDs do not in any way affect the temperature at which wax crystallizes or the amount of wax that precipitates. They simply ‘coat’ the wax crystals preventing them to interlock and forming three-dimensional structures that inhibit oil flow. Good PPDs can lower the pour point by as much as 40 0 C, depending on the molecular weight of the oil.

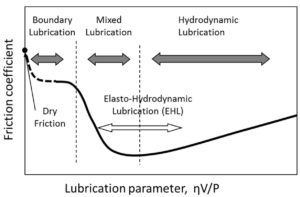
 imes, we need to look at how friction and wear occur between moving machine surfaces. These surfaces appear smooth to the naked eye, but they are actually rough and uneven. Tiny peaks called asperities stick out and scrape against asperities on the opposing surface, causing friction and wear. The prime function of a lubricant is to prevent, or at least reduce, wear between surfaces moving on one another. We will endeavour to explain the lubrication of a plain journal bearing in parallel to the skiing analogy above. To enable the shaft to rotate in the bearing on the left, the diameter of the shaft must be less than the inside diameter of the bearing. This creates a wedge similar to the one between the skis and the water.
imes, we need to look at how friction and wear occur between moving machine surfaces. These surfaces appear smooth to the naked eye, but they are actually rough and uneven. Tiny peaks called asperities stick out and scrape against asperities on the opposing surface, causing friction and wear. The prime function of a lubricant is to prevent, or at least reduce, wear between surfaces moving on one another. We will endeavour to explain the lubrication of a plain journal bearing in parallel to the skiing analogy above. To enable the shaft to rotate in the bearing on the left, the diameter of the shaft must be less than the inside diameter of the bearing. This creates a wedge similar to the one between the skis and the water.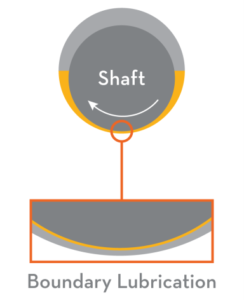 he shaft and bearing asperities in a lubricated system will be in physical contact. The major portion of wear in any machine takes place in this regime. To prevent excessive wear within this regime, lubricants are formulated with additives to form a low-friction, protective layer on the wear surfaces. The base oil of the lubricant acts as a carrier to deposit the additives where they are needed. A suitable viscosity is important to ensure the oil can flow into tight spaces to lubricate the surfaces. The additive chemistry (anti-wear or extreme pressure) used within the lubricant is determined by the application.
he shaft and bearing asperities in a lubricated system will be in physical contact. The major portion of wear in any machine takes place in this regime. To prevent excessive wear within this regime, lubricants are formulated with additives to form a low-friction, protective layer on the wear surfaces. The base oil of the lubricant acts as a carrier to deposit the additives where they are needed. A suitable viscosity is important to ensure the oil can flow into tight spaces to lubricate the surfaces. The additive chemistry (anti-wear or extreme pressure) used within the lubricant is determined by the application.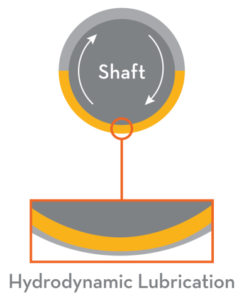
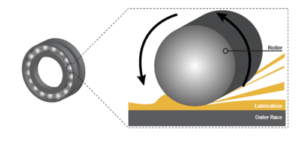 the pressure that develops is sufficient to separate the roller and raceway completely. In fact, the pressure is high enough for the surfaces to deform elastically. The deformation only occurs in the contact zone, and the metal elastically returns to its normal form as the rotation continues, hence the term elastohydrodynamic lubrication. This lubrication regime may be compared to a car tyre aquaplaning on water. It occurs when water on the road accumulates in front of the tyre faster than the weight of the car can push push it out of the way.
the pressure that develops is sufficient to separate the roller and raceway completely. In fact, the pressure is high enough for the surfaces to deform elastically. The deformation only occurs in the contact zone, and the metal elastically returns to its normal form as the rotation continues, hence the term elastohydrodynamic lubrication. This lubrication regime may be compared to a car tyre aquaplaning on water. It occurs when water on the road accumulates in front of the tyre faster than the weight of the car can push push it out of the way.