
The proper storage and transport of used oil
South Africa generates an average of 120 million liters of used lubricant oil in a year. This is a large amount of used oil that, if not collected and recycled responsibly, could make its way into our environment, contaminating landfills and groundwater.
Environmental legislation requires used oil generators to store their used oil safely and to ensure it is collected and processed by licensed oil collectors and processors, who will ensure it is recycled in an environmentally compliant manner.
The ROSE Foundation (Recycling Used Oil Saves the Environment) an NGO supported by the main lubricants manufacturers and distributors in South Africa, controls the licensing and compliance of used oil collectors and processors. They provide the following guidelines about the correct storing and transporting of used oil as a hazardous substance in terms of government legislation:
Storage of used oil:
- Drain used oil into a clean container with a tight fitting lid, such as a reusable combination drain pan/storage container. For small quantitie, you can use a specially designed plastic ROSE “Sumpy” container to collect and store your used oil in. Large scale generators will store the oil in drums or storage tanks. Contact the South African Industrial Container Association (SAICRA) for more information on used oil containers Tel: 0860 72 42 72
- Ensure that you store the oil in a container with a secure lid so that it cannot spill out. Empty oil containers and drums make effective makeshift storage vessels for used oil, however, DO NOT use a container that previously held chemicals, such as cleaners, solvents, fuels, paint or bleach.
- Always clearly label the containers “Used Motor Oil.”
- Keep these containers in a place that can be accessed by used oil collector and keep the surrounding area clear and clean. Ideally store them under cover and away from heat or sources of ignition.
- Keep oil change pans free of water and ensure your storage containers are tightly sealed and covered to protect them from rain water. Oil that is contaminated with water is far more difficult to recycle – requiring several laborious and costly processes to separate the water from the oil before it can be recycled.
- Ensure that you do not mix used oil with other fluids such as antifreeze, transmission fluid, petrol, diesel etc. Mixing them may make them non-recyclable as well as very hazardous and flammable.
- Build a bund wall around bulk used oil storage tanks so that in the event of a spill or leak, the used oil will be contained. In the event of an oil spill, contact your used oil collector.
Collection of used oil:
- The CEO of the ROSE Foundation, Bubele Nyiba urges used oil generators to use ROSE registered oil collectors to remove the oil and take it to be recycled in an environmentally compliant and safe manner. The ROSE registered collectors issue the generator with a safe disposal certificate on collection.
- “The transport of used oil, as a hazardous waste, is governed by regulations contained in the National Waste Information Regulations which states that every waste transporter of hazardous waste must be in possession of the safety data sheet prepared by the waste generator in accordance with SANS 10234 as well as the relevant waste manifest documentation,” explains Nyiba.
- ROSE registered collectors and processors are compliant with all waste transportation legislation and are strictly managed and audited – further ensuring your compliance as a waste generator.
- All transporters of hazardous waste classified must complete a waste manifest document which will contain the following information:
- Name of transporter;
- Address and telephone number of the transporter
- Declaration acknowledging the receipt of the waste
- This manifest must be provided to the waste manager at the time of the delivery of the waste to the treatment facility and the transporters must retain copies or be able to access records of the waste manifest document for a period of at least five years and make the waste manifest documentation available to the Department upon request.
“Good news for used oil generators is that the safe disposal certificate issued by ROSE registered collectors also acts as a Hazardous Waste Manifest, thereby fulfilling the requirements of reporting by law.”
“This document will be filled in by the used oil collector and will contain information on the generator of the used oil, the collector as well as the processor. Included in this information is that on the waste itself, the volumes, origin, the date of collection etc.”
“Four copies of this documentation are generated. Customers receive the pro-forma invoice as well as their certificate of safe disposal, the collector keeps a copy in their book and a final copy goes to the ROSE Foundation.”
Transporting hazardous waste:
Nyiba explains that as transporters of a hazardous waste, ROSE licensed used oil collectors must confirm to SANS 10232 – legislation which governs the placarding and documentation of vehicles carrying dangerous goods. ROSE licensed collectors must also meet the following general safety requirements on their vehicles:
- All vehicles’ placarding and documentation must be an accurate reflection of the dangerous goods being transported.
- Dangerous goods placards must be made out of a rigid material (such as painted metal plate, rigid plastics, plastics material or coated paper) that can withstand bending and warping and must be 700 mm wide and 400 mm high in size (regular sized placard) with a 10mm black border.
- The word WASTE must appear above the UN number.
- A cell phone or landline number must appear as the Operator number, provided it is available 24 hours per day.
- A used oil collector’s insurance provider’s number, a HAZCALL or a control room number can be used for Specialist Advice – provided it is available 24 hours per day.
- The full placard, including the 10 mm black border, must be clearly visible from the roadside, whether directly fixed on the vehicle, or supported on a permanently fixed frame. The placard must also be clean and legible.
- Three regular-size dangerous goods placards must be stuck on the vehicle, semi-trailer or trailer – one at the rear and one on either side of the vehicle. Vehicles with a GVM of less than 3 500 kg can be fitted with smaller placards (350mm x 200mm) where space does not allow the fitting of a regular size placard.
- A regular-size (250mm x250mm) orange danger warning diamond must be attached to the front of a vehicle or a truck tractor so that it is clearly visible from the front. Again, vehicles with a GVM of less than 3 500 kg may be fitted with a reduced-size (100mm x 100mm) danger warning diamond where space does not allow the fitting of a regular-size danger warning diamond.
All NORA-SA used oil collectors must also carry the following documents in the designated space within their vehicles:
- a transport emergency card, in the form of a TREMCARD or TREC for each dangerous goods item
- one or more dangerous goods declaration(s) to cover all the goods that comprise the load, and a
- confirmation of classified waste, if applicable.
For more information and to find out about registered collectors and processors contact the ROSE Foundation on (021) 448 7492 or visit www.rosefoundation.org.za.






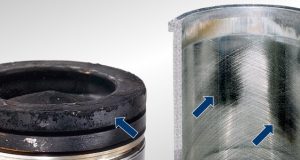
 Bore polishing is brought about by a build-up of carbon deposits in the piston top ring land area, i.e. the part of the piston above the top ring (Photo 3). Poor combustion of diesel fuel leads to these hard carbon deposits, which are highly abrasive and scrape away the honing grooves on the cylinder bores. Bore polishing leads to increased oil consumption (blue exhaust smoke) and loss of combustion pressure. This is because the oil film trapped in the honing grooves that maintains the piston ring seal and combustion pressure, is no longer there. Unburned fuel and combustion gases then leak past the piston rings and contaminate the lubricating oil.
Bore polishing is brought about by a build-up of carbon deposits in the piston top ring land area, i.e. the part of the piston above the top ring (Photo 3). Poor combustion of diesel fuel leads to these hard carbon deposits, which are highly abrasive and scrape away the honing grooves on the cylinder bores. Bore polishing leads to increased oil consumption (blue exhaust smoke) and loss of combustion pressure. This is because the oil film trapped in the honing grooves that maintains the piston ring seal and combustion pressure, is no longer there. Unburned fuel and combustion gases then leak past the piston rings and contaminate the lubricating oil.









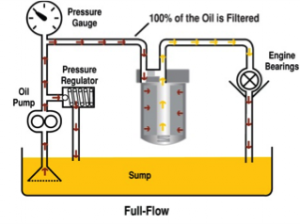 In a system where the pump is positioned higher than the oil sump, such as an automotive engine, this will present a serious problem. We will endeavour to explain this using honey as an example. At normal room temperature honey will be above its Pour Point. When you open a jar of honey and turn it upside down, the honey will flow out under the force of gravity. Yet at the same temperature, it will be impossible to suck the honey out of the jar with a straw although the honey is still above its Pour Point. Now compare this with the engine oil circulating system on the right.
In a system where the pump is positioned higher than the oil sump, such as an automotive engine, this will present a serious problem. We will endeavour to explain this using honey as an example. At normal room temperature honey will be above its Pour Point. When you open a jar of honey and turn it upside down, the honey will flow out under the force of gravity. Yet at the same temperature, it will be impossible to suck the honey out of the jar with a straw although the honey is still above its Pour Point. Now compare this with the engine oil circulating system on the right.

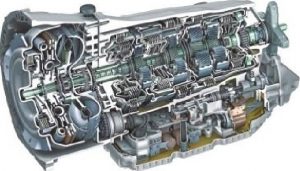 and drivability. Various top of the range luxury cars are now available with eight-, nine- and even ten-speed auto boxes. These transmissions are incredibly sophisticated with many of them requiring their own specific fluid formulations, such as the Mercedes-Benz 9G-Tronic transmission on the right.
and drivability. Various top of the range luxury cars are now available with eight-, nine- and even ten-speed auto boxes. These transmissions are incredibly sophisticated with many of them requiring their own specific fluid formulations, such as the Mercedes-Benz 9G-Tronic transmission on the right.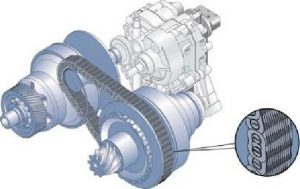 In CVT’s fitted to cars the rubber belt is replaced with a metal belt or chain running between the variable-diameter pulleys. This poses a unique set of different challenges as opposed to traditional ATF’s such as requiring higher shear stability and maintaining the appropriate amount of metal-to-metal friction while having enhanced anti-shudder performance. As in the case of ATF’s, there is not one universal CVT fluid that is suitable for all Continuously Variable Transmissions.
In CVT’s fitted to cars the rubber belt is replaced with a metal belt or chain running between the variable-diameter pulleys. This poses a unique set of different challenges as opposed to traditional ATF’s such as requiring higher shear stability and maintaining the appropriate amount of metal-to-metal friction while having enhanced anti-shudder performance. As in the case of ATF’s, there is not one universal CVT fluid that is suitable for all Continuously Variable Transmissions.