

Two-stroke or two-cycle (2T) petrol engines have very specific lubrication requirements. The reason for this is that 2T engines have much higher oil consumption than four-stroke engines due to combustion of the lubricant with the fuel/air mixture. 2T engines also have a higher power to weight ratio than their four-stroke counterparts. To understand the specific lubrication requirements of two-stroke engines one must first look at the way a 2T engine operates.
A two-stroke engine completes a power cycle with two strokes (one up and one down movement) of the piston during one crankshaft revolution. This is in contrast to a four-stroke engine, which requires four strokes of the piston (Intake, Compression, Power and Exhaust) to complete a power cycle during two crankshaft revolutions. In a two-stroke engine the end of the combustion stroke and the beginning of the compression stroke happen simultaneously, with the intake and exhaust functions occurring at the same time. Basic two-stroke engines do this by using the crankcase and the underside of the moving piston as a fresh fuel charge pump.
When the piston of a two-stroke engine rises on compression as shown in the illustration on the right, the underside of the piston creates a vacuum in the crankcase. The bottom of the piston skirt ‘opens’ an inlet port in the cylinder, allowing a mixture of petrol and air to flow into the crankcase from a carburetor. When the piston nears Top Dead Center, a spark ignites the compressed fuel/air mixture. The mixture burns and its chemical energy becomes heat energy, raising the pressure of the combusted mixture radically. This pressure drives the piston down the cylinder and rotates the crankshaft. While the piston continues down the cylinder, it begins to expose an exhaust port in the cylinder wall. As spent combustion gas rushes out through this port, the descending piston is simultaneously compressing the fuel/air mixture trapped beneath it in the crankcase.
While the piston descends further down, it begins to expose a transfer port which is connected to the crankcase by a short duct. Since the pressure in the cylinder is now low and the pressure in the crankcase higher, a fresh charge of fuel and air from the crankcase flows into the cylinder through the transfer port. The port and piston are shaped to minimize direct loss of fresh charge through the exhaust port. Even in the best designs there is some loss, but the simplicity of the 2T engine has its price! This process of filling the cylinder while also pushing leftover exhaust gas out through the exhaust port is called “scavenging”. While the piston is near Bottom Dead Center, fuel and air continue to flow from the crankcase, up through the transfer port, and into the cylinder. As the piston moves up again, it first covers the transfer port and then the exhaust port and the cycle is repeated.
If you are still not sure how a basic two-stroke engine functions, please follow the link below. It
shows an animated illustration of a simple two stroke engine and how the 2T cycle works. https://www.youtube.com/watch?v=xNLE8G3pC0k
Most late model two stroke engines have more sophisticated methods of introducing the fuel charge into the cylinder. These designs improve power and economy and include Reed Valves, Poppet Valves, Rotary Valves and Direct fuel injection. An additional advantage of Direct Injection is that it eliminates some of the waste and pollution caused by carbureted two-stroke engines (where a proportion of the fuel/air mixture entering the cylinder goes directly and unburned out through the exhaust port). Direct fuel injection 2T’s are more efficient because the fuel is injected after the exhaust port closes and therefore more complete combustion occurs and more power is developed.
Since the fuel/air mixture is constantly being pumped by the crankcase and piston, it is not practical to lubricate the two-stroke engine with circulating oil from a sump (like a four-stroke engine) because the oil would be swept away by the mixture rushing in and out of the crankcase. In a 2T engine a little oil must therefore be mixed with the fuel (typically 2% to 5%) to lubricate the few moving components of the engine. Alternatively oil can be injected very sparingly, from a separate oil tank, into the engine with a tiny metering pump. The fact that there is so little oil dictates that two-stroke engines must employ rolling element bearings, which need only a whiff of oil for lubrication.
In the nexts issue of OilChat we will endeavour to clear some of the fallacies surrounding two-stroke oil. If you have any questions concerning 2T oil in the interim, simply mail us at info@bcl.co.za. Our experts are at your disposal and ready to provide you with advice and guidance.











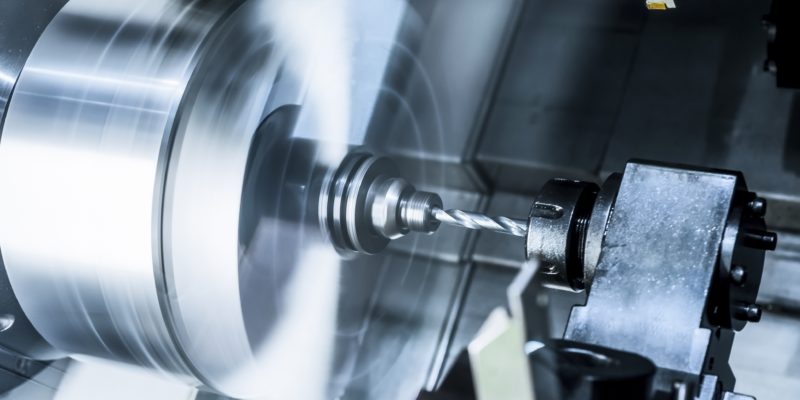

 general cutting operations (e.g. lathes) the workpiece rotates whilst the cutting tool is stationary. Metal may also be removed by means of linear instead of rotational movement. In these operations, the workpiece and cutting tool move in a straight line relative to each other. The photo on the right shows such a machining operation. The cutting head (in the red rectangle) is attached to the light grey frame and can move up, down or to the left and right on slideways. The brown workpiece is fixed to a traverse table that moves backward and forward, also on slideways. The operator (with green pants) is visible on the left side of the photo. These metalworking machines can vary in size from modest basic units that produce small metal components to massive monsters designed to machine very large workpieces such as marine engines and mining machinery.
general cutting operations (e.g. lathes) the workpiece rotates whilst the cutting tool is stationary. Metal may also be removed by means of linear instead of rotational movement. In these operations, the workpiece and cutting tool move in a straight line relative to each other. The photo on the right shows such a machining operation. The cutting head (in the red rectangle) is attached to the light grey frame and can move up, down or to the left and right on slideways. The brown workpiece is fixed to a traverse table that moves backward and forward, also on slideways. The operator (with green pants) is visible on the left side of the photo. These metalworking machines can vary in size from modest basic units that produce small metal components to massive monsters designed to machine very large workpieces such as marine engines and mining machinery.






")
 Fig 2: Dispersants hold deposits in suspension.
Fig 2: Dispersants hold deposits in suspension.